Le plus difficile tout au long d’un périple d’apprentissage est d’apprendre à apprendre, et d’identifier ce que nous devons apprendre – et pas ce que nous voulons apprendre. Michael Ballé se demande si nous tirons les bonnes leçons du TPS et souligne quelques éléments que nous sous-estimons.
En 2022, Toyota a vendu 1,12 millions de Corollas et 870 000 Rav4. A titre de comparaison, la F-Series de Ford s’est vendue à 790 000 unités et la Model Y de Tesla à 760 000. Au total, Toyota a vendu 10,5 millions de véhicules l’année dernière, bien au-delà de son challenger Volkswagen avec ses 8,3 millions. Et pourtant, Toyota est en difficulté – de nouveau. En fait, Toyota est toujours en difficulté. Ils ont loupé la bataille du tout-électrique et sont en train de perdre leur avance. Il est donc naturel de se demander si Toyota rencontre le destin que toute entreprise dominante rencontre fatalement et tombe face à son plus jeune concurrent Tesla à cause de son ego. C’est possible. Nous verrons bien. Pour l’instant, la Corolla est encore sans équivoque le véhicule le plus vendu au monde.
Pour ceux d’entre nous qui sont convaincus que le lean est le Système de Production de Toyota (TPS) en dehors de Toyota, il faut constamment nous poser deux questions compliquées : premièrement, est-ce que le TPS est toujours le meilleur modèle à disposition ? Deuxièmement, est-ce que nous tirons les bonnes conclusions de ce que nous voyons chez Toyota et comprenons ce qu’est le TPS ?
Le TPS ne sera peut-être pas éternellement le meilleur modèle de business – peut-être que le « Tesla Way » triomphera au bout du compte. Mais le TPS est, pour le moment, le seul modèle qui puisse faire l’objet d’études et d’expérimentations, et il constitue la seule alternative viable au pilotage financier dans lequel : le chiffre d’affaires apparaît par magie, les coûts opérationnels doivent être réduits en serrant les budgets, les activités financières sont seules sources de profits et tout ce qui n’est pas prévu peut être compté comme des coûts exceptionnels.
Le TPS est un système apprenant qui nous invite à constamment nous questionner:
- Pouvons-nous apporter davantage de valeur à nos clients ?
- Pouvons-nous stopper les défauts au plus proche de là où ils sont créés ?
- Pouvons-nous réduire les lead-times entre les commandes et les livraisons ?
- Pouvons-nous mieux équilibrer la charge de travail et la capacité ?
- Pouvons-nous impliquer les personnes dans l’étude de leurs standards et essayer d’améliorer les choses par petits pas multiples ?
- Pouvons-nous développer encore et encore la confiance mutuelle avec les collaborateurs et les fournisseurs en résolvant ensemble des problèmes et en nous assurant que les systèmes fonctionnent comme ils le devraient ?
Parce que ces questions clés sont liées, les poser démontre bien que le TPS est en réalité un système d’apprentissage. Par exemple, je ne conseillerais pas de réduire les lead-times sans d’abord s’intéresser à l’auto-qualité, et ainsi de suite, travailler sur la qualité est une tâche ardue sans la pression du juste-à-temps.
On a tout écrit sur le TPS, et il est très bien étudié – mais quel est le lien avec le fait que la Corolla soit la voiture la plus vendue année après année ? Que fait Toyota, que nous voyons et que nous n’intégrons pas complètement à notre réflexion ? En revenant sur la décennie passée d’expérimentations lean et de débats, je parviens à voir quelques points que nous avons tendance à sous-estimer. Je pense que c’est là que se trouvent les réponses aux questions ci-dessus.
LA VALEUR SE CUMULE
Tout d’abord, tout se joue autour des produits et des clients. Le but de tout modèle d’entreprise est de faire de meilleurs produits qui se vendent le plus longtemps et de façon plus profitable. Il est très facile de se laisser distraire par toutes sortes de soucis opérationnels internes et de louper l’éléphant qui se trouve dans la pièce (ou du moins de le contourner) : les produits ou services doivent être meilleurs que la concurrence dans la tête, le cœur et le portefeuille des clients. L’approche de Toyota sur ce point est unique. Elle ne parie pas sur des produits brillants qui s’emparent du marché et raflent la mise. Elle génère patiemment – on pourrait même penser laborieusement – de la valeur pour les clients sur de nombreuses générations de produits.
L’expert automobile de Top Gear, Jeremy Clarkson nous régale avec de superbes vidéos sur le fait qu’il déteste la Corolla, la voiture la plus vendue parce qu’elle est si … monotone (« aussi intéressante qu’un ciel nocturne lorsqu’il y a des nuages » est un de mes favoris). Plus vendue au monde depuis 1997 ? Comment cela se peut-il ? Eh bien, si nous oublions un instant l’organisation et que nous regardons le produit, nous pouvons voir que le TPS a un modèle précis pour le concevoir : quelle valeur devons-nous créer ? Quel gaspillage devons-nous éliminer ? Plutôt que de partir d’une page blanche, ils se demandent sans arrêt quelle valeur supplémentaire ils devraient apporter (en prenant en compte les goûts des clients) et quels points durs pour les clients ils pourraient retirer (y compris le prix). En écrivant ces lignes, je me demande : dans mon propos, qu’est-ce qui ajoute de la valeur à ce qui a déjà été écrit auparavant sur le lean ? Quel gaspillage devrais-je éliminer ? Dois-je récapituler les étapes du TPS à chaque fois ? Clarkson nous dit que la Corolla se vend, non pas parce que c’est la voiture la plus excitante sur la route, mais parce que Toyota retire systématiquement les points durs de l’expérience de conduite de la Corolla, et la plupart des conducteurs recherchent le confort et la sécurité plutôt que l’adrénaline de la conduite – sans oublier la fiabilité et la valeur de revente. Cela signifie commencer par une compréhension totale des modèles précédents, ainsi que des choix de la concurrence. Ce n’est pas parfait. Une explication du fiasco de Toyota sur leur véhicule tout électrique est qu’ils ont tenté de l’adapter à la plateforme hybride en faisant l’hypothèse que les batteries tout-solide sur lesquelles ils sont en train de travailler fonctionneraient (c’est le cas, mais la fiabilité n’est pas encore parfaite). Le TPS les ramène au point de départ : faire un « tear down » du modèle le plus vendu de Tesla. Est-ce que les ingénieurs de Toyota tireront les bonnes leçons de ce retour aux basiques? L’avenir nous le dira, mais la méthode est claire.
MAINTENANCE RIGOUREUSE, INNOVATION PRUDENTE
Ce sont des processus qui permettent de fabriquer et de livrer des produits et des services. Les processus requièrent des systèmes qui fonctionnent et des personnels formés qui travaillent comme prévu. Les processus se dérèglent lorsque les outils et les pièces s’usent, la poussière s’installe, les nouveaux matériaux ne réagissent pas comme prévu, etc. Les personnes sont par la suite désorientées, perdent leur concentration, ne savent pas ce qu’elles ne savent pas, oublient ce qu’elles devraient savoir, ont des bons et des mauvais jours, et changent d’avis sur ce qu’elles sont en train de faire et pourquoi elles le font. L’environnement de travail change jour après jour et de nouveaux défis apparaissent. Au bout du compte, rien ne se passe réellement comme prévu.
Un processus est une séquence d’évènements liés qui ont lieu exactement comme prévu. Dans la vraie vie, les systèmes se comportent très rarement ainsi. Dans un système, les composants interagissent avec les uns et les autres et rarement comme nous l’avons imaginé. Plus on met la pression sur un élément du système, plus la réponse des autres sera grande – et généralement pas du tout comme prévu. 20 années d’obsession sur les processus nous ont laissés complètement dans l’incapacité de voir les systèmes, qui se comportent davantage comme des écosystèmes vivants que de la machinerie. Le seul moyen concret de garder un système sous contrôle est de réaliser les opérations de maintenance chaque jour, à chaque instant: en vérifiant que les choses fonctionnent comme elles le devraient et en corrigeant les situations anormales dans l’instant. En faisant cela, vous gardez le système sous contrôle et apprenez également son fonctionnement et son comportement.
La plupart des usines de Toyota dans le monde tournent en 2×8 et font la maintenance la nuit. C’est parfaitement logique, une équipe de nuit étant nécessairement plus chère qu’une équipe de journée, et nous savons tous que les équipes de nuit sont un univers spécifique. Cependant, nous ne réussissons pas à tirer les leçons profondes de cette pratique : surinvestir dans la maintenance, afin de créer de la performance à partir de systèmes qui fonctionnent, et avoir confiance en ces systèmes parce que vous les connaissez.
La toute première présentation sur le kaizen de Professeur Masaaki Imaï à la fin des années 80 a introduit le kaizen comme la frontière entre la maintenance et l’innovation.
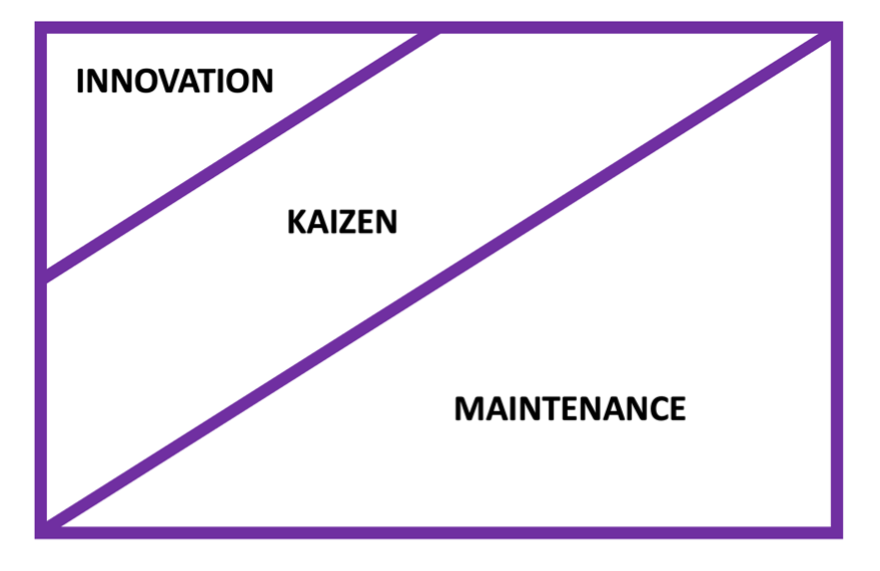
L’obsession sociétale actuelle sur l’innovation digitale nous fait oublier la signification profonde de ce graphique. Faites l’expérience mentale d’imaginer à quoi ressemblerait notre société si nous avions doublé l’investissement dans la maintenance des hôpitaux, des écoles, des trains, ou dans la R&D au cours des 20 dernières années.
IL Y A TOUJOURS DU TEMPS POUR UN TEMPS D’APPRENTISSAGE
A part les tayloristes acharnés, qui ne voient dans les outils lean que des moyens de perfectionner les processus en imposant aux gens des règles de travail plus détaillées (et ils sont encore nombreux), les plus sérieux étudiants du lean ont acceptés que « pour faire des produits, il faut d’abord produire des personnes » est le socle du changement de paradigme de Toyota. Cependant, il n’est pas simple d’observer ce que cela veut dire en pratique. On ne sait pas vraiment où en est Toyota maintenant que l’entreprise est devenue si grande. Toutefois, les anciens se souviennent tous des moments d’apprentissage lors desquels leur manager arrêtait le travail afin de leur montrer quelque chose, en discuter, exiger du kaizen, ou juste challenger une situation.
C’est plus compliqué qu’il n’y paraît. Il y a quelques jours, je me trouvais dans un comité de direction classique, et un sujet est apparu qui nécessitait clarification et discussion car il était central à la mission de l’organisation – quelque chose que tout le monde devrait comprendre. Ce n’était pas une discussion facile parce qu’il ne s’agissait pas d’un sujet facile, mais la discussion s’est avérée très instructive. Malgré tout, l’impatience de revenir à l’agenda et aux décisions de micro management était palpable. Prioriser les moments d’apprentissage par rapport à la production requiert un réel engagement.
D’abord, cela suppose que la personne haut placée a quelque chose à enseigner et sait s’y prendre – c’est une compétence qui est rarement valorisée dans les descriptions de postes. On apprend en MBA à optimiser les processus actuels et les budgets afin d’en exploiter plus efficacement les activités restreintes maintenant, et rarement à préparer les équipes au futur. Deuxièmement, les personnes doivent être ouvertes à recevoir des enseignements. Pour cela, nous devons réfléchir profondément à la manière dont l’environnement de travail favorise – ou pas – cette disposition, encourage l’apprentissage et la pratique (les trois lois basiques de l’apprentissage identifiées par les premiers chercheurs).
Faire de l’apprentissage et de l’enseignement un élément clé de n’importe quel poste est une composante centrale de la conception lean du monde, qui demande une certaine connaissance pratique de l’apprentissage et de l’enseignement. La pratique dominante qui consiste à donner des instructions/vérifier l’exécution selon la théorie du command-and-control ne laisse pas beaucoup de place pour des temps d’apprentissage et d’enseignement, ni pour comprendre que lorsqu’une personne est concentrée sur un travail, il lui est difficile de prendre du recul. Au contraire, cela se produit lorsqu’elle est interrompue par une nouvelle idée, qu’elle vienne d’un autre domaine ou d’une approche critique d’une tâche routinière – tout le but du kaizen.
TOUJOURS SE POSER LA QUESTION : QU’EST-CE QUE LA VRAIE QUALITE ?
Qu’est-ce qui fait une bonne application ? Qu’est-ce qu’un bon service dans un hôtel ? Qu’est-ce qu’une bonne machine à espresso ? Qu’est-ce qu’une bonne pièce plastique moulée ? On croit toujours que la qualité va de soi, et c’est parce qu’elle est difficile à définir. C’est pourtant ce qui a du sens pour les clients et ce que les clients recherchent et achètent en fin de compte (la qualité peut aussi avoir des significations différentes pour chaque client, ou pour un même client à différents moments ou dans des contextes d’utilisation différents). La « question de la qualité » étant tellement large, nous avons tendance à la clore en définissant des « standards ». À l’aide de ces standards en place, la question n’est plus « faisons-nous la bonne chose ? », mais « faisons-nous les choses bien ? ». Il est évident que dans un monde idéal, nous cherchons à faire bien les bonnes choses.
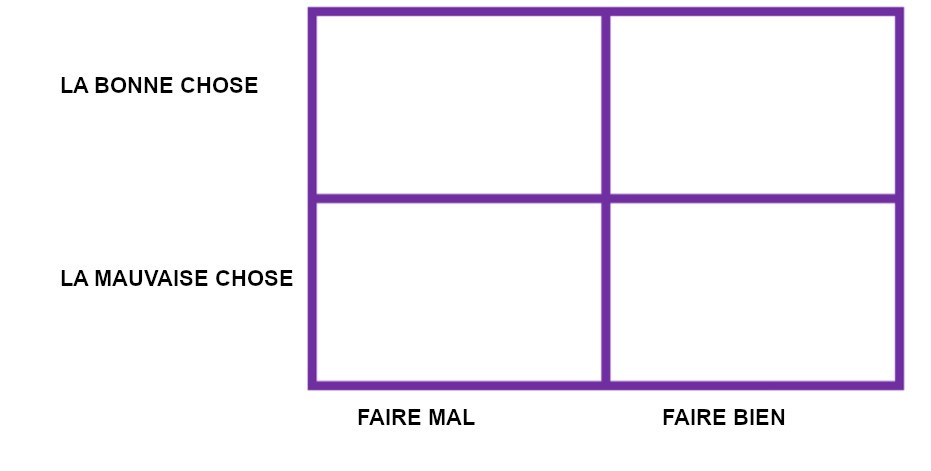
Parce qu’il est plus facile de repérer les bonnes actions plutôt que les mauvaises, les managers ont tendance à se concentrer sur cette question sans se soucier de savoir s’ils font les bonnes ou les mauvaises choses. D’autant plus que d’habitude, faire la bonne chose est difficile, et donc au début on la fera mal le temps de l’apprentissage
Le souci est que la véritable qualité consiste à faire la bonne chose, et non à faire bien la mauvaise chose. La question de la vraie qualité n’est jamais close : remettre en question les standards du produit, les standards des matériaux et pièces, les standards d’éducation et de formation, les tolérances, les réglages des instruments. Ces standards permettent-ils vraiment d’assurer la qualité pour les clients ? Ou bien servent-ils à rassurer l’organisation que tout va pour le mieux ? L’objectif de la remise en cause des standards est d’étudier les méthodes de mesure et de s’interroger sur l’impact relatif des caractéristiques de la qualité par rapport à l’opinion qu’ont les clients du produit, jusqu’à ce que vous parveniez à un consensus sur les défauts et lacunes du processus de production actuel.
S’interroger sur la « vraie qualité » a pour objectif d’exposer les défauts latents, les éléments de travail que nous pensons être corrects mais qui, dans la pratique, ne conviendront pas aux clients. Pour cela, nous devons visualiser les processus des clients, voir où, quand, et comment ils utilisent notre travail et identifier ce qui les aide et ce qui les gêne. En d’autres termes, où se situent les points douloureux. Soyez prêts : cette discussion sera toujours difficile, simplement parce qu’il s’agit d’une question ouverte, et qu’il y a plus de mystères que de faits. Pourtant, l’un des principaux secrets de conception de produits gagnants est de remettre constamment en question les standards de qualité et de débattre perpétuellement de ce qu’est, exactement, la qualité véritable.
RÉVÉLER LES VRAIS PROBLÈMES POUR TRAITER LA DIFFICULTÉ
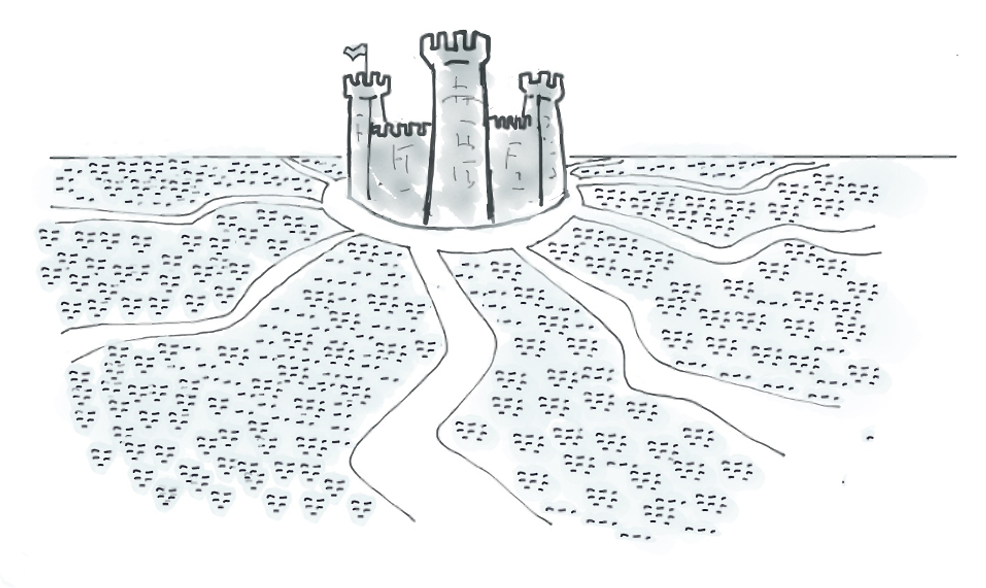
Au cœur de n’importe quel problème réside une vraie difficulté : la physique ne permet pas un processus, les machines n’ont pas ce genre de précision, quelqu’un ne fait pas ou ne sait pas comment faire ce que l’on attend de lui, et ainsi de suite. Plutôt que de s’arrêter à cette difficulté, la résolution de problème a pour but de la faire apparaître, puis de trouver un moyen d’en profiter pour faire autre chose. Faire preuve de créativité. Se réunir, observer la situation différemment et trouver un moyen de contourner l’obstacle. Comme l’exemple de Duncker ci-dessous le montre, si la route principale vers la forteresse est trop bien défendue, trouvez un autre moyen d’y accéder. Profitez de la difficulté pour découvrir ce qui peut être fait différemment.
Les discussions productives ont tendance à être difficiles. Depuis l’usine d’épingles d’Adam Smith du XVIIIe siècle, organiser la production a consisté à diviser le travail pour tirer parti de la spécialisation, puis à éviter la duplication du travail afin de réaliser des économies d’échelle grâce au volume. Cet arrangement est logique dans des situations stables où les volumes sont garantis ; mais il est aussi terriblement rigide et produit des tas de gaspillages en termes de retouches, stocks, arriérés, surinvestissement, et problèmes sans fin. Pourtant, ce modèle s’avère également utile pour éviter les conflits en séparant les activités et en les confiant à des équipes, départements ou fonctions différentes, de sorte que chacun puisse continuer à produire sans jamais prendre en considération que, comme le dit Kaoru Ishikawa, le processus suivant est le client, ni s’interroger sur ce que signifie la véritable qualité, tant pour le client proximal que pour le client final.
Les organisations évitent de se confronter aux changements environnementaux ou aux défis internes en adoptant diverses routines défensives : elles se concentrent sur des questions secondaires, afin de détourner l’attention des questions fondamentales de type « éléphant dans la pièce » et d’éviter les conversations authentiques sur les bonnes ou mauvaises choses à faire. Ces routines défensives permettent à l’organisation de continuer de fonctionner, qu’elle soit performante ou non pour le client. Ce n’est pas que les organisations ne font pas face aux problèmes, mais plutôt qu’elles choisissent des problèmes pour lesquels elles possèdent des solutions viables – ce qu’on appelait autrefois la « théorie de la poubelle » (une organisation est un ensemble de décisions à la recherche de problèmes, questions et situations auxquels elle pourrait être exposée, et de solutions à la recherche de problèmes auxquels elle pourrait répondre).
Les techniques lean comme le kanban, le jidoka, ou le travail standardisé ont toutes pour but de révéler le vrai problème, l’écart par rapport à une livraison idéale, afin de préparer le terrain pour le genchi genbutsu : aller sur place, voir le vrai problème, écouter les gens dans leur contexte, créer un consensus sur le vrai problème et obtenir un engagement en faveur du kaizen. Le véritable kaizen consiste à rapprocher la valeur au plus près du client, ce qui est difficile parce qu’il y a des raisons qui font que les choses sont ce qu’elles sont, et nous devons donc accepter que pour l’équipe, la difficulté est la seule voie possible, la difficulté est l’occasion de comprendre plus en profondeur et de trouver une alternative. Le kaizen fait le pont entre maintenance et innovation.
PARTAGER LES GAINS ET INSTAURER LA CONFIANCE
Lorsque j’ai étudié pour la première fois l’approche de Toyota en matière d’implication des fournisseurs, j’ai pu observer des ingénieurs de Toyota se rendre tous les mois sur la ligne du fournisseur afin de l’aider à améliorer la qualité, la ponctualité, et la productivité (ce qui est tout à fait logique en termes de maintenance et de kaizen). En deux ans d’amélioration continue, la ligne a augmenté sa productivité de 30 % et a atteint une ponctualité sans faille grâce à une haute flexibilité (des lots de moins d’une heure). Toyota n’a jamais demandé à bénéficier de cette amélioration de la productivité dans les négociations de prix, et je me suis demandé où se situait le gain, si ce n’est dans la sécurisation de l’approvisionnement, ce qui, il faut en convenir, a une bien plus grande valeur dans le TPS que dans d’autres systèmes de production. Il s’est avéré cependant que le travail effectué sur la ligne a amené les ingénieurs à redéfinir le produit et le processus pour la prochaine génération de produits, de sorte qu’ils ont pu obtenir une réduction totale des coûts de 30 % ! Toyota a par la suite partagé la différence, gardant 15 % et en laissant 15 % au fournisseur. Imaginez que vous fassiez cela à chaque génération de produit ?
Ce résultat est extraordinaire à deux égards. Tout d’abord, les ingénieurs de Toyota savaient où aller chercher le gain, et il ne s’agissait pas de la productivité directe de la ligne mais de ce que l’on pouvait en apprendre pour la prochaine implantation. Ensuite, ils savaient qu’il fallait partager les gains afin d’instaurer la confiance nécessaire pour recommencer lors du cycle suivant. Après avoir compris que la confiance était un élément fondamental du système, j’ai commencé à la voir partout dans la façon dont Toyota opère. À un moment donné, le fournisseur n’envoyait plus de pièces à Toyota. Pourtant, le sensei de Toyota vint visiter la ligne et discuter avec son deshi chez le fournisseur : « Pourquoi est-ce que je ne le ferais pas ? » a-t-il demandé lorsqu’on lui a demandé pourquoi. De bonnes relations sont plus importantes que les affaires courantes.
La confiance est le moteur de l’humanité. Chacun a envie de s’associer à des personnes en la compétence desquelles il a confiance, parce qu’il a confiance en leur capacité à faire ce qu’il faut et à gagner. Chacun a envie de s’associer à des personnes dont il sait qu’elles/ils partageront leur gains avec vous, des personnes qui se soucient de votre situation et de ce qui vous arrive. Construire des relations signifie autant identifier des gains que les partager. La confiance n’est pas une « option » dans la relation humaine. Elle en est l’élément central. Ayez confiance dans le soutien des autres, dans la fiabilité des machines, dans votre compréhension du fonctionnement du monde dans la réalisation de l’œuvre d’art qu’est votre vie. L’ensemble du TPS est un système pour apprendre à instaurer la confiance, avec les clients, les employés, les machines et les sites, les fournisseurs, afin de faciliter la collaboration et la fluidité, tant dans le travail que dans le sens psychologique d’un engagement intense, d’une attention et d’un épanouissement dans l’activité actuelle et le moment présent.
EN UNE ÉQUATION ?
Que nous ont donc appris 30 ans de découvertes et d’expérimentations du TPS ? Sur quels sujets devrions-nous nous entraîner délibérément chaque jour pour enrichir notre vie professionnelle ? Si je devais le résumer dans une équation concise, je garderais toujours à l’esprit ces quatre composantes:
- Où se trouve la véritable qualité pour les clients et comment l’améliorer ?
- Quelle est la voie à suivre pour améliorer cette véritable qualité, avec qui et comment apprenons-nous ensemble ?
- Quelles sont les activités inutiles qui nous ralentissent et que nous devrions réduire ?
- Combien de temps cela nous prendra-t-il, et pouvons-nous accélérer ?
Ou bien, quelque chose comme ça :

J’ai bien conscience que cela est très éloigné de l’amélioration des processus par l’accélération des flux de matière, loin de la vision mécanique des organisations, mais n’est-ce pas là tout l’intérêt des périples d’apprentissage ? Certes, nous apprenons ce que nous avions l’intention d’apprendre, mais comment pouvons-nous découvrir ce qui doit être appris ? Comment prendre du recul pour voir que ce que nous trouvons est limité par les questions que nous posons et par notre vision étriquée sur ce que nous sommes venus chercher en premier lieu ? Quelle a été la contribution réelle de Toyota dans notre connaissance de la façon de faire fonctionner nos organisations de manière efficace, durable et responsable ? C’est une question plus difficile qu’il n’y paraît à première vue. J’ai eu un jour la chance de demander à M. Takehido Harada, qui avait travaillé directement avec Taiichi Ohno, quelle était l’idée fausse de l’occident à propos du TPS. « Notre premier objectif était la formation des subordonnés », a-t-il répondu. « Et nous recherchions l’optimisation totale plutôt que partielle. » Pour apprendre, l’élève doit être prêt à apprendre, ce qui veut dire que nous n’entendons que les réponses pour lesquelles nous avons des questions. Pour vraiment apprendre, nous devons chercher les questions qui correspondent aux réponses qui nous sont proposées.
Cofondateur de l’Institut Lean France, Michael Ballé publie des ouvrages sur le Lean et accompagne des dirigeants.
Texte original publié sur Planet-Lean.com. Traduction par Marc-Antoine Guichard, Nicolas Villemain et François Lopez.
Téléchargez le PDF