Outil simple en apparence (qui possède pourtant d’une mauvaise réputation parmi les pratiquants du lean) la zone de préparation des camions est bien plus qu’un espace où l’on rassemble les produits avant expédition. Quand on commence à la regarder avec attention, elle devient une fenêtre ouverte sur tout ce qui s’est passé en amont du flux. Chaque chargement raté, chaque pièce manquante raconte une histoire : celle des variations qui se sont accumulées poste après poste, parfois discrètes, parfois brutales, et qui finissent par se montrer là, au dernier moment, juste avant que la marchandise ne quitte l’usine.
Un de nos sensei nous le rappelle constamment : « Un bouchon se règle par l’aval – si vous voulez réellement comprendre vos leadtime, faites une zone de préparation camion ! »
En observant comment les commandes arrivent — ou n’arrivent pas — dans cette zone, on voit non seulement l’état des prochains chargements, mais aussi la façon dont le flux se comporte :
- Qu’est-ce qui arrive en avance ? Pourquoi est-ce disponible maintenant ?
- Est-ce que tout ce que nous avions prévu de préparer aujourd’hui est disponible et prêt à être chargé ?
- Qu’est-ce qui est manquant ? Pourquoi ? Quand pourrons-nous espérer obtenir cette pièce et sous quelles conditions ?
C’est un lieu qui nous force à regarder le terrain et notre flux tels qu’ils sont, sans négociation, et qui nous pousse à mieux comprendre notre propre fonctionnement. Avec le temps, cette observation régulière devient un véritable apprentissage : on apprend à reconnaître les variations, à comprendre ce qui les déclenche et, peu à peu, à les réduire. La zone de préparation camion se transforme alors en un espace où l’on maîtrise mieux ce que l’on livre, car elle nous pousse simplement à regarder sous un autre angle ce que l’on produit.

Maîtriser les chargements camions
Le premier rôle de la zone de préparation est simple : vérifier que ce que l’on charge dans le camion correspond à ce que nous devions livrer aujourd’hui. Comme on a pour habitude de dire dans le lean : « une usine n’est pas là pour produire, mais pour livrer ».
Cette notion paraît évidente, mais force est de constater dans les usines que j’ai pu observer, nous sommes souvent plus préoccupés par la quantité produite et l’efficience à laquelle nous atteignons cette quantité, que notre capacité à mettre à disposition des clients les produits dont ils ont besoin. Il y a toujours des pièces qui manquent, ou des aléas de production qui justifient que nous n’avons pas les produits sous la main ! Le premier réflexe consisterait à tout produire en avance et stocker en grande quantité et de livrer à partir de ce stock, mais les problèmes restent les mêmes car souvent les usines ne sont pas capables de répondre au dernier moment aux variations des clients et les protéger constamment par des stocks n’est pas économiquement viable. Puis produire en avance ou produire en quantité ne nous aide pas si la livraison, elle, reste incertaine. La valeur, dans l’industrie, se matérialise lorsque le camion ferme ses portes avec la bonne marchandise, au bon moment.
« Les camions, les camions, les camions ! » Julie Chevalier et Michael Ballé – essayant de diriger notre regard lors des Essentiels du Lean.
Le plan de chargement du jour nous aide à faire ce constat, mais il nous oblige aussi à regarder ce qui ne colle pas. Dans la zone, les produits présents et ceux qui manquent deviennent un diagnostic instantané. Une pièce absente, un emballage refait, une étiquette reprise à la dernière minute : chacun de ces signes raconte comment le flux a dérivé en amont. L’impact sur le client qu’a l’outillage manquant qui bloque une opération se voit ici dans l’espace où l’on attend une pièce qui ne vient pas, pas directement sur la machine.
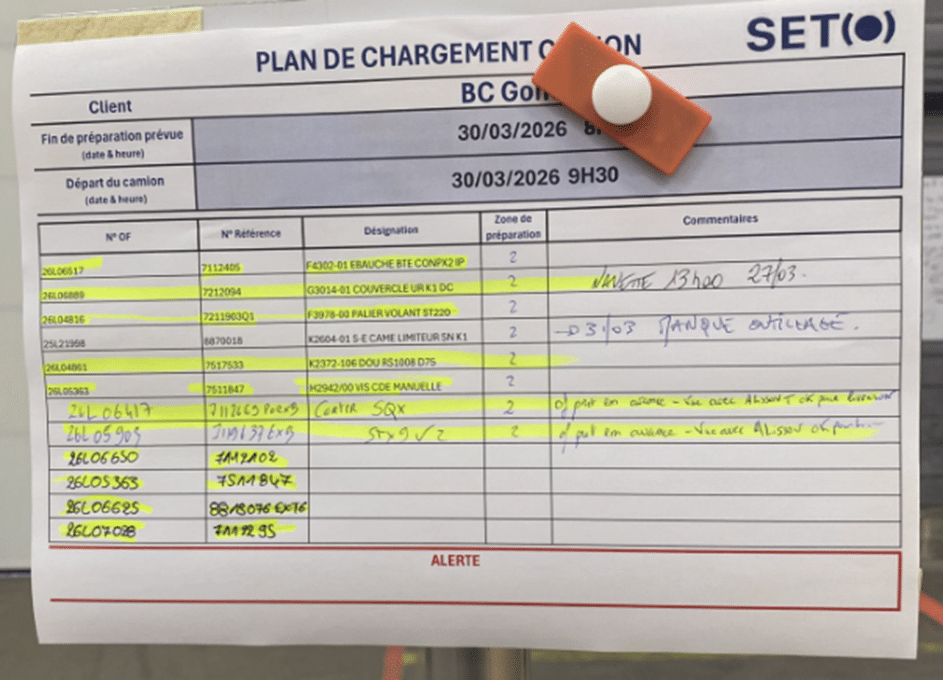
Quand les équipes se retrouvent autour des chargements, la zone devient un espace de discussion. Planification, production, logistique et expédition regardent la même réalité. On confronte ce qui était prévu avec ce qui est réellement prêt. Et ce décalage, visible par tous, montre très clairement qu’est-ce qui a causé, à première vue, les variations de temps de traversée et ce que celles-ci nous coûtent.
Le suivi de ces surcoûts logistiques — taxis, navettes supplémentaires — ou les heures supplémentaires engagées pour rattraper un retard et le suivi du taux de service des préparations des camions servent d’indicateurs visuels pouvant générer l’engagement et la réflexion de chacun sur les sujets impactant pour l’entreprise et le client.
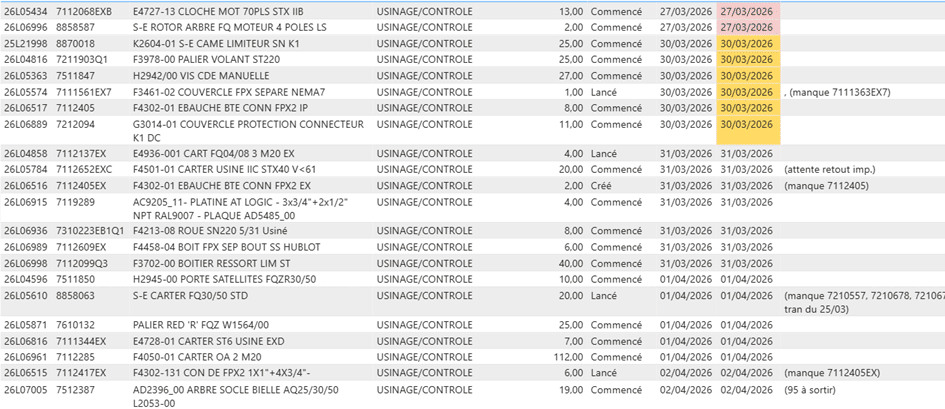
Les plans de chargement nous montrent ce que l’usine doit livrer dans les trois prochains jours. Ils nous apprennent à réagir mieux. Le plan de livraison, lui, nous projette dix jours en avant. Il nous oblige à anticiper, à repérer les zones de tension bien avant qu’elles n’apparaissent physiquement dans la zone camion. C’est là que l’on voit vraiment comment les variations se construisent, comment elles reviennent, et comment l’on peut agir suffisamment tôt pour éviter qu’elles ne se transforment en urgences coûteuses.
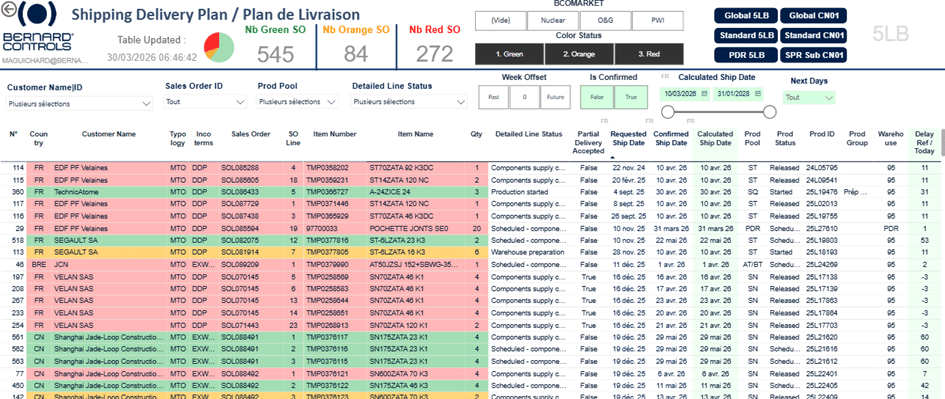
Ce plan de livraison est aussi un espace pour mieux comprendre nos clients. Chacun d’eux a ses habitudes, ses contraintes, sa manière de communiquer. Certains transmettent leurs urgences très tôt, ce qui facilite l’anticipation et permet même parfois de leur donner davantage de valeur. D’autres fonctionnent à l’inverse, en poussée, et exigent de nous une animation plus proactive pour comprendre leurs vrais points durs. Ce regard régulier sur les livraisons à venir nous aide à adapter notre relation avec chaque client et à livrer non seulement au bon moment, mais de la bonne manière.
Travailler chaque jour sur ces deux espaces crée une forme d’intelligence collective. L’équipe d’expédition apprend à repérer les anomalies, à améliorer l’espace par les 5S, à améliorer l’emballage des produits, à faciliter le travail des transporteurs et rendre leur expérience la plus agréable possible. Ces activités de kaizen en équipe développent une sensibilité au flux et au client.
De son côté, la production peut identifier les problèmes structuraux qui l’empêche de livrer, ils apparaissent au quotidien comme des problèmes techniques, mais sont parfois des symptômes de problèmes structuraux (des pannes machines répétés nous apprennent que le niveau de maintenance n’est pas satisfaisant, des retards qui se cumulent peuvent être imputés à des re-priorisations et un mauvais lissage de la charge ou encore l’arrivage en gros lot à la zone d’expédition peut indiquer une déconnexion au takt du client, …). Ces sujets deviennent alors les prochains apprentissages à réaliser pour stabiliser durablement le flux et donc le temps de traversée.
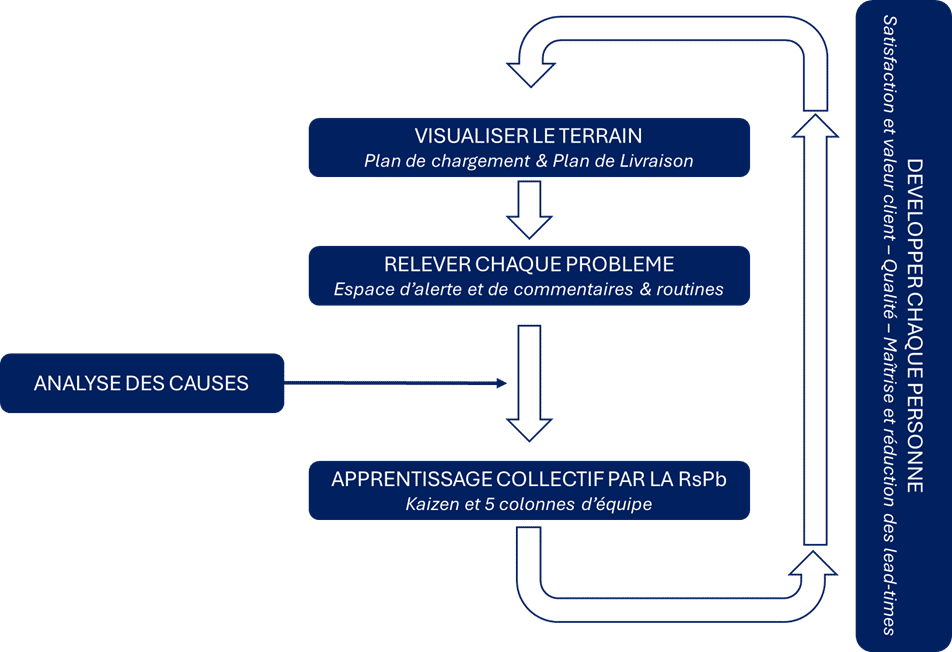
Tous les secrets du kaizen sont là :
- Rendre visuel le travail et le gemba
- Révéler chaque problème
- Analyser les causes des écarts et mieux comprendre nos pratiques
- Élever notre niveau de connaissance et nos pratiques
- Développer le capital humain sur les sujets clés du TPS (Toyota Production System)
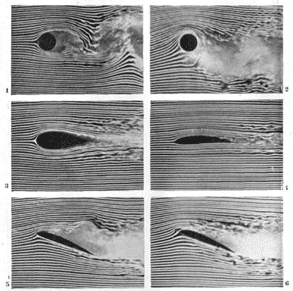
La zone de préparation des camions n’est pas un simple outil lean de la logistique. C’est un miroir du fonctionnement de l’usine, un lieu où se révèle notre capacité à tenir nos engagements. J’aime faire la comparaison avec la mécanique des fluides, un flux parfait dans cette discipline est un flux laminaire – i.e. sans turbulences – à condition qu’il n’existe pas de perturbations en amont. La zone de préparation camion est en quelques sorte la soufflerie permettant d’observer l’écoulement de l’usine et se poser les questions suivantes :
- Mon flux est-il parfait (laminaire), sans à coup et/ou turbulences ?
- Où se trouvent les irrégularités qui génère de la turbulence dans mon flux qui génère ces perturbations à la sortie ? Comment pouvons-nous nous y attaquer ?
À travers ce que l’on y voit — produits présents, produits manquants, retards visibles ou masqués — se lit toute la dynamique du flux. Le plan de chargement nous aide à maîtriser le présent ; le plan de livraison nous apprend à anticiper l’avenir. Entre les deux, les équipes développent une compréhension fine du lead-time, des variations qui le perturbent et des conséquences que cela entraîne pour nos clients comme pour nos coûts.
C’est dans cet apprentissage quotidien que se construit la fiabilité de l’usine.
Le TPS nous rappelle que par une capacité accrue à regarder ce qui se passe réellement, à comprendre pourquoi cela se passe ainsi et à faire évoluer nos pratiques et activités ensemble nous pouvons améliorer nos résultats
- le lead-time étant très étroitement lié à notre trésorerie,
- éliminer les pertes (mudas) que les variations en amont ont entraînées améliore notre marge
Une usine performante est une usine qui livre ce qu’elle promet, quand elle le promet, et qui sait apprendre chaque jour à mieux le faire. La zone de préparation camion est le premier pas vers cet idéal.
S’occuper des camions, c’est s’occuper de l’écoulement de l’usine toute entière.
Qu’attendez-vous donc pour aller observer vos chargements camions ?
Marc-Antoine Guichard
Paru le 6 avril 2026 sur Articles ILF sur LinkedIn
Pour connaître et exercer vos droits, notamment de retrait de votre consentement à l'utilisation des données collectées par ce formulaire, veuillez consulter notre politique de confidentialité.