 Passer du temps avec un Sensei sur le terrain a le grand mérite de nous remettre les pieds sur terre et les yeux en face des trous. Dans l’usine, Lucy Liu, Responsable du TPS en Australie, pose une question simple : où est-ce que le processus rencontre la pièce ?
Passer du temps avec un Sensei sur le terrain a le grand mérite de nous remettre les pieds sur terre et les yeux en face des trous. Dans l’usine, Lucy Liu, Responsable du TPS en Australie, pose une question simple : où est-ce que le processus rencontre la pièce ?

Quelle est la forme de la soudure ? De la découpe ? Quel type de défaut risque-t-on de fabriquer ? Quelles formes de muda nécessaire faut-il accepter pour éviter ces défauts et comment les minimiser ? Des questions salutaires car notre tendance naturelle est toujours d’aborder le gemba par le processus organisationnel, la vision d’ensemble, le Value Stream Mapping.
Aux approvisionnements, par exemple, où est-ce que le processus rencontre la pièce ? L’attention est attirée par le fonctionnement des programmes informatiques de gestion de commandes. Mais non, la question est plus directe : regardez les écrans avec lesquels se débattent les opérateurs.
Eh oui : l’horreur habituelle. Des colonnes de chiffres, écrits tout petit, avec aucun moyen intuitif de distinguer le bon du mauvais. Des codes difficiles à interpréter. Plusieurs écrans ouverts en même temps. Une fois de plus, les employés développent une expertise sur la gestion du système plutôt que sur l’approvisionnement lui-même. Et regardez les choix offerts par le système : l’approvisionneur choisit de commander ou pas en fonction d’un temps d’approvisionnement, parce que c’est ce que le système lui propose, et perd de vue d’autres choix possibles, notamment liés aux quantités réellement en stock, ou à une opportunité de lissage.
Pourtant, de nombreux efforts sont faits. Il y a une logique dans la codification des pièces (on doit pouvoir savoir de quel type de pièce il s’agit à la lecture du code). Il y a même un dojo pour apprendre à reconnaître au premier coup d’œil si un numéro cloche. Mais tout reste encore à faire pour simplifier la tâche de l’opérateur.
Car, comme souvent, le management préfère les activités de « jishuken » (amélioration des processus) aux véritables « cercles de qualité » (une heure par semaine ou toutes les deux semaines par petits groupes d’opérateurs pour simplifier leur travail). Même chez Toyota.
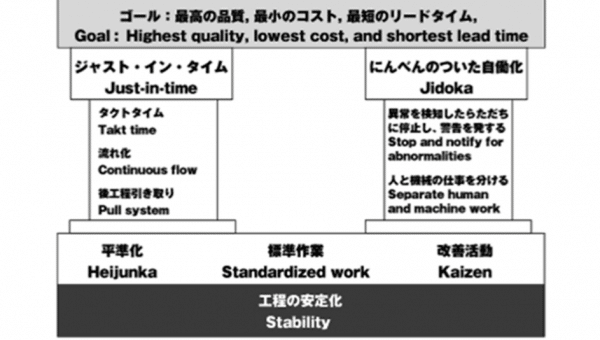
Un bon kaizen aligne le bénéfice client (réduction du coût pour le client), la simplification du travail par l’équipe elle-même (réduction des obstacles au travail naturel) et la réduction du coût total pour l’entreprise. Pour faire du bon kaizen, il faut apprendre à regarder là où le processus rencontre le produit ou le service, et distinguer la valeur (contribution à la valeur pour le client) et le muda (souvent nécessaire, mais qui n’ajoute pas de valeur).
La tentation, suggère le Sensei, est toujours de s’intéresser plus au hoshin kanri (déploiement de politique), qu’au kaizen (surtout les cercles de qualité et les suggestions). Et pourtant, c’est bien dans le kaizen du point où le processus rencontre la pièce que réside la vraie magie du Lean.
Savez-vous le voir ?
Michael Ballé
Téléchargez cette newsletter

Pour connaître et exercer vos droits, notamment de retrait de votre consentement à l'utilisation des données collectées par ce formulaire, veuillez consulter notre politique de confidentialité.